

 A CNC (Computer Numerical Control) egy olyan szerszám, amit számítógép vezérel. Segítségével akár század milliméter pontossággal is megmunkálhatjuk munkadarabunkat. Ebben a cikkben a fent említett géphez kapcsolódó alapfogalmakkal ismerkedünk meg.
A CNC (Computer Numerical Control) egy olyan szerszám, amit számítógép vezérel. Segítségével akár század milliméter pontossággal is megmunkálhatjuk munkadarabunkat. Ebben a cikkben a fent említett géphez kapcsolódó alapfogalmakkal ismerkedünk meg.
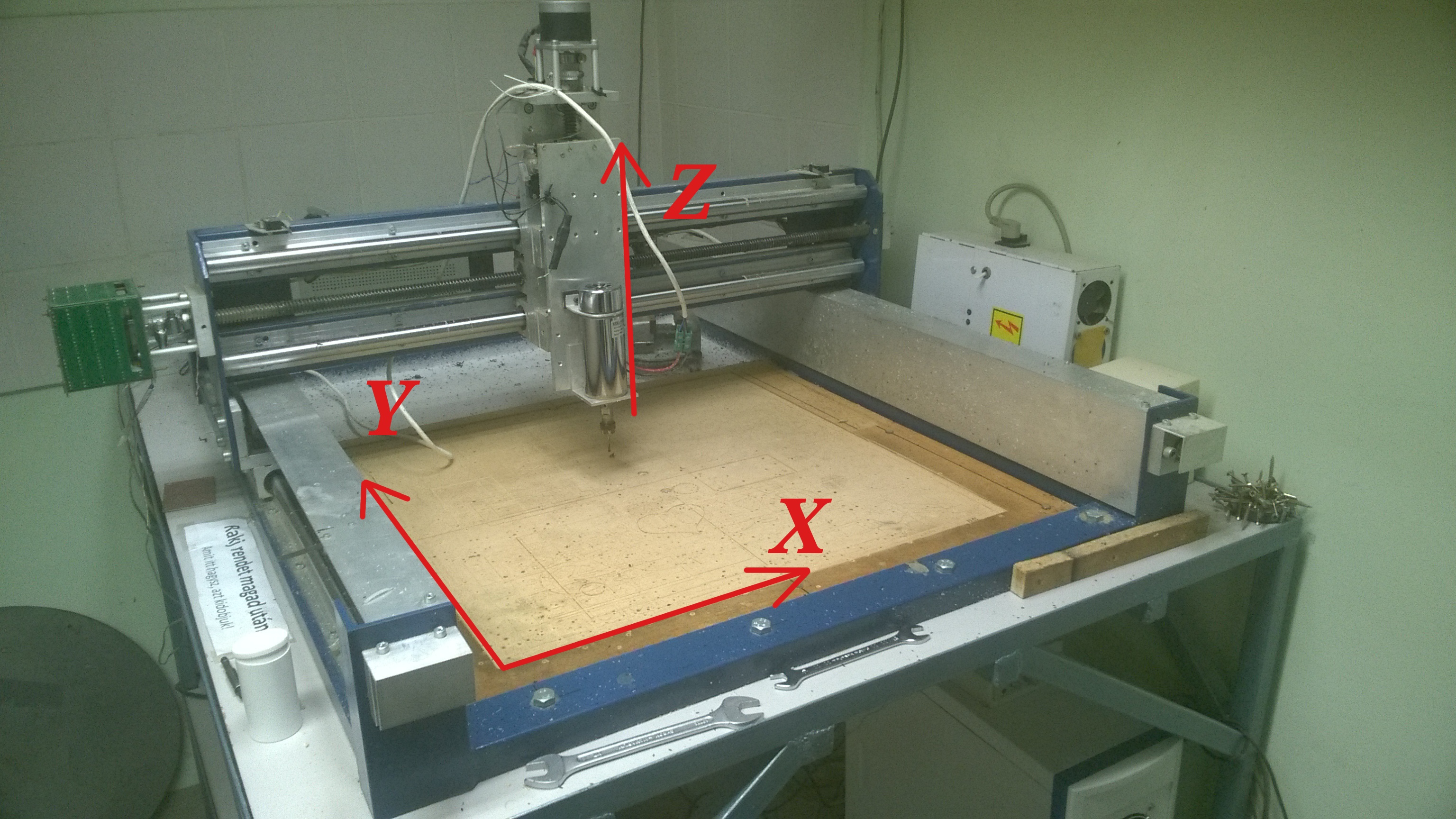
Mi a fenti képen látható CNC-vel dolgozunk.
Az alsó polcon helyezkedik el a PC, amit dedikáltan erre a célra tartunk fenn. Nincs más feladata, mint hálózatról beolvasni a végrehajtandó kódot, és valós időben vezérelni a CNC-t. A számítógép mellett található a kompresszor, ami -mint majd látjuk- hasznos segédeszköz a használat során.
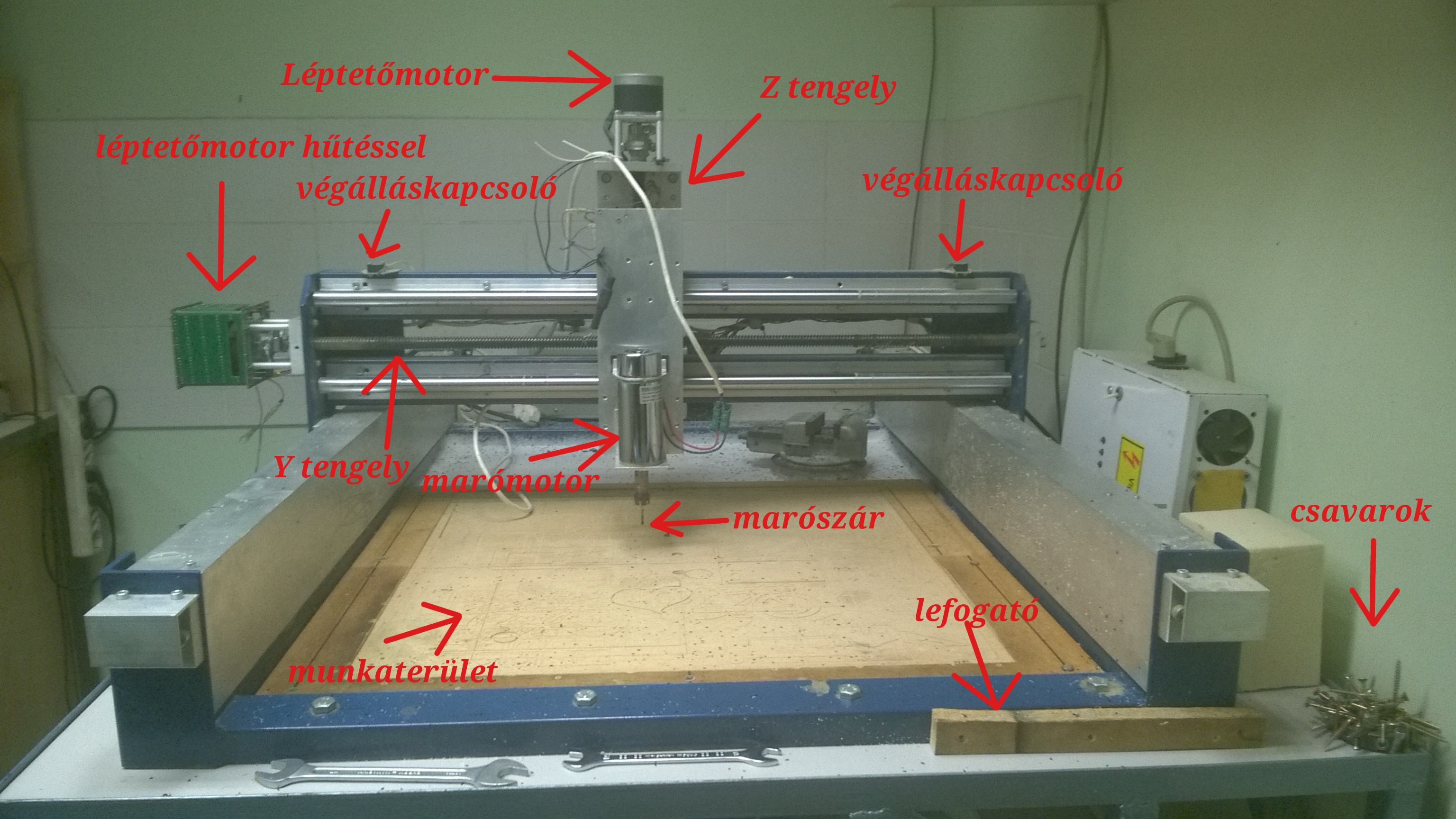
A felső polcon helyezkedik el maga a CNC. A képen látható kék keret gyári, ahogyan a tengelyek, menetes szárak is azok. A fal mellett található fehér doboz tartalmazza a motorok meghajtásáért felelős teljesítményelektronikát. A keret által közrefogott terület, és az afölött lévő térrész a munkaterület. Itt helyezzük el a megmunkálandó anyagot, a munkadarabot. A munkadarabot rögzítőcsavarokkal, vagy rögzítőfülekkel rögzítjük, hogy ne mozoghasson el a megmunkálás közben. A tengelyek végén találhatóak a léptetőmotorok, melyek a menetes szárat forgatják precízen. A precízség mértéke a lépésköz. Azokat a léptetőmotorokat, amelyek nagy terhelésnek vannak kitéve hűtéssel látjuk el. Mivel a léptetőmotorok tengelye nem teljesen párhuzamos a mozgás tengelyével, azért a tengelyek a léptetőmotor kivezetéseivel egy tengelykapcsolóval, közismertebb nevén kuplunggal vannak összekötve. Enélkül rövid idő alatt eltörne a tengely. A tengelyek két végén található egy-egy végállás-kapcsoló. Ezek jeleznek a PC fele, ha a CNC olyan állásba akarna mozdulni, ami fizikailag megvalósíthatatlan. Ilyen esetben a programunk leáll. Azt az irányt, amelyhez két tengely is tartozik X iránynak nevezzük. Erre merőlegesen(, de vízszintesen) található az Y irány. Az Y irányhoz tartozó tengely a hídon kap helyet. A különböző tengelyekre az irányuk alapján hivatkozunk. Az Y tengelyen foglal helyet a Z tengely. A Z tengelyen helyezkedik el az orsó. Az orsó jelen esetben egy marómotor. A marómotorba helyezzük el a marószárat, mely az anyag megmunkálását végzi. Az orsó nem feltétlen marómotor, lehetséges lézeres fényforrást, vagy 3D nyomtató fejet, ún. extrúdert is elhelyezni. A marómotor tokmányában helyezkedik el a marószár. A munka látványos részét a marószár végzi.
A felső polc aljára rögzítettünk egy piros színű vészleállító gombot. Ennek megnyomásával a CNC mindenféle mozgást félbeszakít. Összefoglalásként tekintsük az alábbi két ábrát:
A CNC-t-, mint már említettük,- számítógépről vezéreljük. A vezérléshez a Mach3 nevű programot használjuk. A program indítása után az aktuális állást tekinti a szoftver origónak. Innen számolja a lépéseket akár kézi vezérlésnél, akár kód futtatásakor. A kézi vezérlés a kurzorbillentyűk, illetve a Page Up/Down gombok használatával lehetséges. A Mach3 feltünteti a jobb felső sarokban az aktuális marófej csúcsának aktuális koordinátáit milliméterben. Tetszőleges pozícióból vissza tud térni a marófej az origóba egyetlen gombnyomással. Továbbá tetszőleges pozíciót beállíthatunk origónak, később ezzel fog dolgozni a program. A CNC-ket G kóddal lehet vezérelni. A G kód mivoltját az RS-274 szabvány írja le. Összefoglalva nagyon hasonló a valószínű sokak által ismert Logo nyelvhez (kis zöld teknős). A fő különbség, hogy itt a legtöbb mozgást az origóhoz képest kell érteni, és nem az aktuális pozícióhoz viszonyítva. Érdekesség, hogy a G kódot már 1950 óta használják. A G kód sorai többnyire két részből állnak. Az első három karakter foglalja magában a parancsot. Ezek G vagy M karakterrel kezdődnek, majd két számjeggyel folytatódnak. Pl.: Az „M03” sor bekapcsolja az orsót. A legtöbb parancs koordinátákat vár el argumentumként. Pl.: „G01 X10 Y10 Z30”. Ez a parancs egy egyenes mentén mozgatja a marófejet a célkoordinátákba. Amennyiben az egyik tengelyt kihagyjuk az argumentumok közül, úgy azon tengely mentén nem történik változás. Amennyiben több sorban ugyanazon parancsot akarjuk használni, csak különböző argumentumokkal, úgy a parancs elhagyható a következő sorban. Fontos argumentum továbbá a feed rate. Ez mondja meg a CNC-nek, hogy mekkora sebességgel haladjon. A fontossága miatt egy másik cikkben hosszabban is írunk feed rateről, azaz sebességről. Kommenteket pontosvessző karakter után írhatunk. G kódot általában nem írunk kézzel, mivel még a legegyszerűbb esetekben is nagyon hosszadalmas.
Példa G kód:
;Az origót előzetesen a megmunkálandó darab bal alsó sarkához rögzítettük.
;Z irányban a felső síkja a Z=0
G00 Z5 F300 ; felemeljük a marószárat, hogy biztonságosan, karcolás nélkül mozoghassunk
G00 X0 Y0 F300 ; visszatérünk X=Y=0-ba, ha még nem lennénk ott
M03 ; bekapcsoljuk az orsót
G01 Z-1 F50 ; Belesüllyesztjük a marót az anyagba 1 mm mélyen 50-es sebességgel
G01 X0 Y20 ; Elmegyünk X=0 Y=20 Z=-1 pontba. Az X0 argumentum kihagyható. A mozgás 50-es sebességgel történik
G01 X25 Y20 ; Elmegyünk X=25-be, az Y20 elhagyható
G01 X25 Y0
G01 X0 Y0 ; Visszatérünk X=Y=0-ba
G00 Z5 F100 ; kiemeljük a marószárat az anyagból
M05 ; orsó leállítása
M30 ; G kód vége
Az olvasóra bízzuk megfejteni a G kód által takart alakzat formáját. A megoldást a fekete hátterű szövegrész kiemelésével megtekinthetik: 20×25 mm-es téglalap


